Напыление, шлифовка и полировка рабочих поверхностей янки-цилиндров
Напыление на Янки-цилиндры, осуществляемое специалистами АО ММК «Мосинтраст» является одним из видов профильного ремонта, предоставляемого заказчику на высочайшем уровне.
Янки-цилиндр это специальный цилиндр, который нагревается от топочных газов и работает в тяжёлых условиях эксплуатации. По причине тяжелых условий эксплуатации, доверить качественное обслуживание специалистам, правильное решение, ведь своевременное техническое обслуживание и специальное напыление поможет снизить риск отказа оборудования. Повышенные температуры обуславливают тепловое расширение цилиндра и становятся причиной высоких нагрузок на внутренние кольца подшипников. Несмотря на то, что условия эксплуатации данных агрегатов схожи со стандартными сушильными барабанами, частота вращения и температура окружающей среды несколько ниже. Узлы вращения сушильных барабанов должны обеспечивать надёжную работу и компенсировать воздействие перекосов и теплового расширения.
Благодаря специалистам АО ММК «Мосинтраст» наши заказчики могут вывести обслуживание янки-цилиндров на новый, качественный уровень, доверив работу профессионалам.
Порядок работ по напылению янки-цилиндров:
- изготовление металлоконструкций для установки оборудования;
- диагностику поверхности янки-цилиндра до начала работ;
- предварительную токарную обработку цилиндра (токарная обработка): - на глубину до 0,35 мм (при более глубоких дефектах или раскрашивании оставшегося покрытия дальнейшая обработка проводится до полного снятия покрытия на глубину до 1,25 мм);
- отжиг поверхности цилиндра;
- пескоструйную обработку янки-цилиндра;
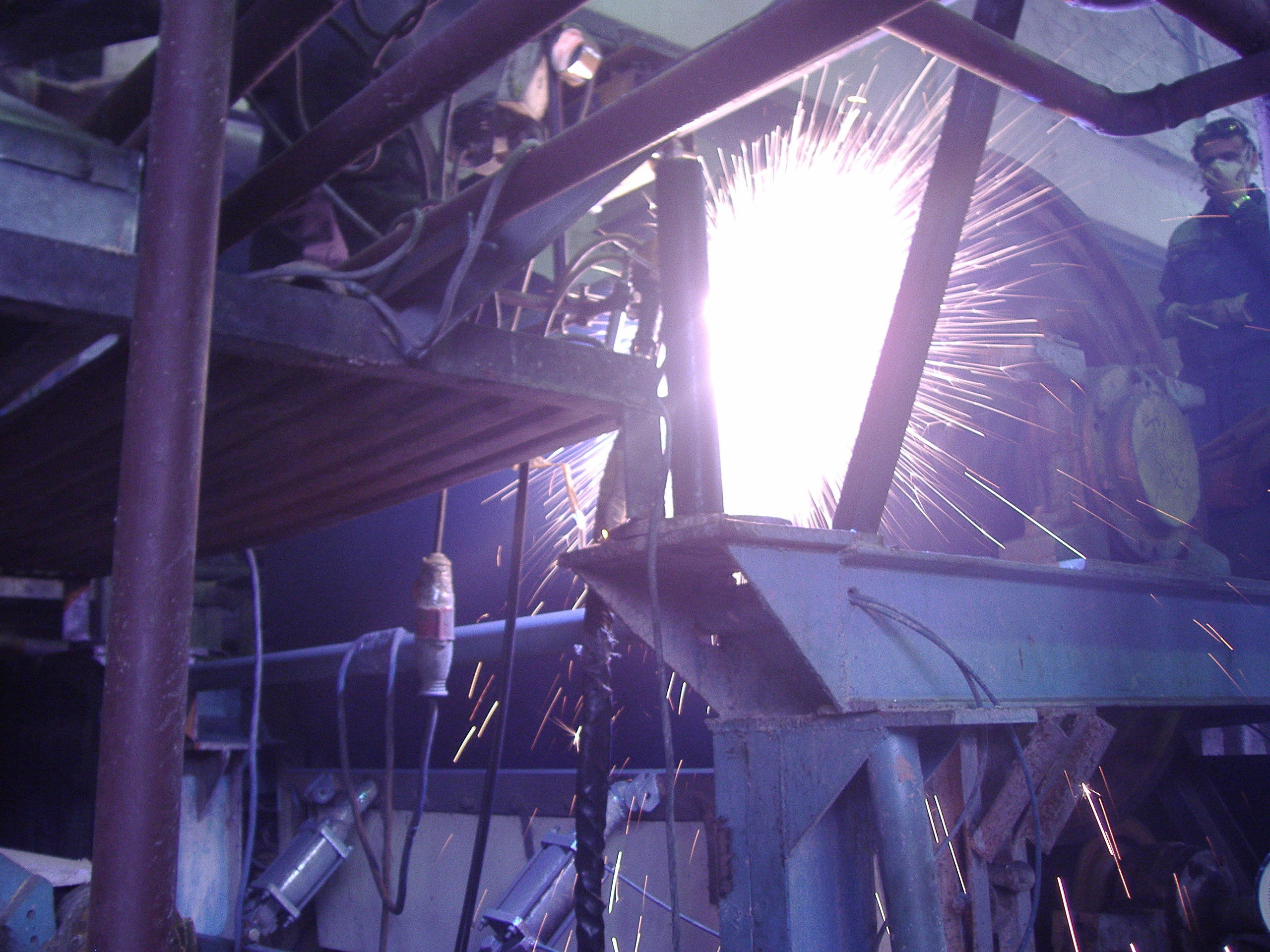
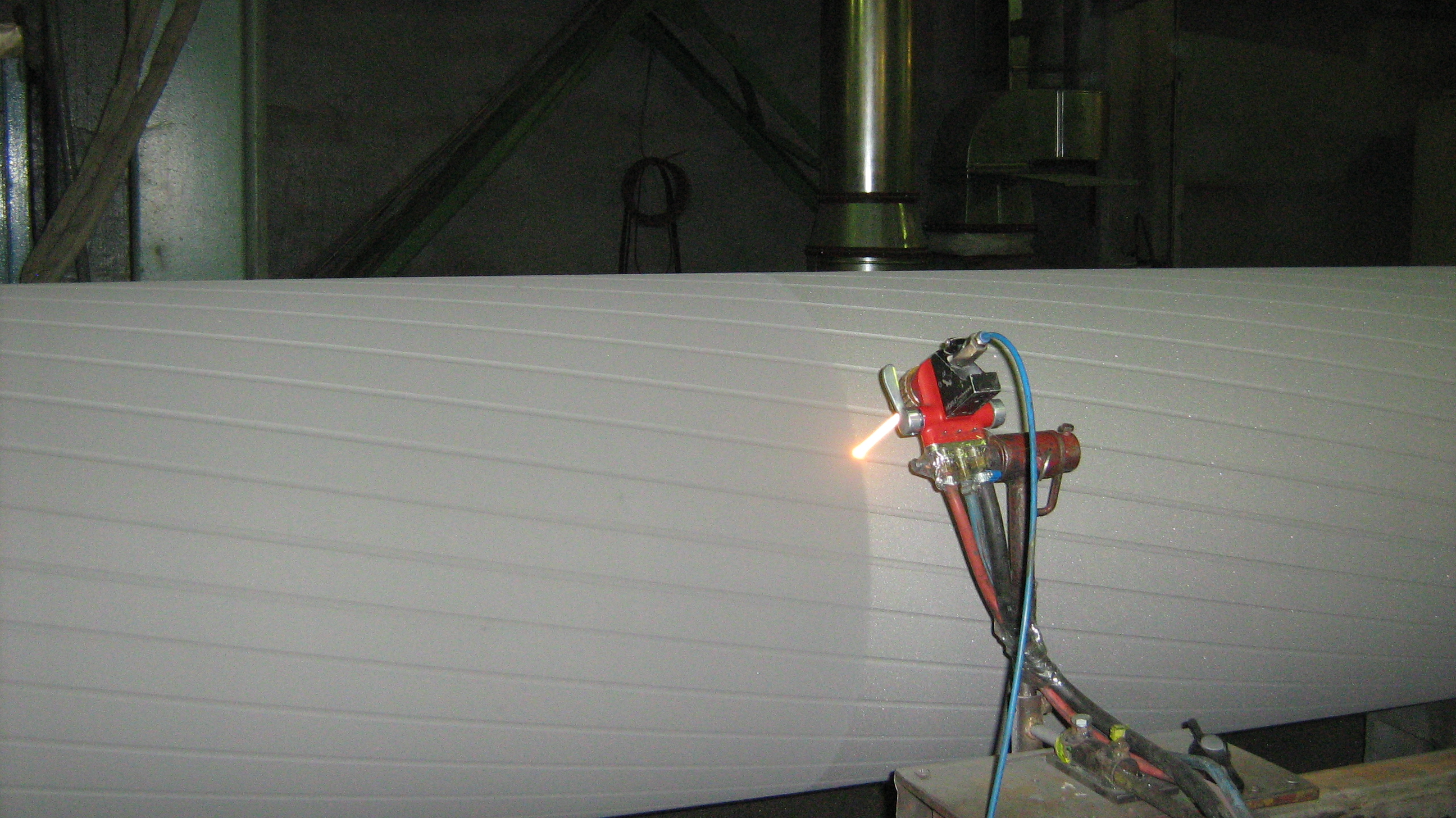
- электродуговое напыление на поверхность цилиндра износостойкого покрытия, толщиной до 1,5мм с припуском на последующую шлифовку поверхности цилиндра до 0,5 мм на радиус c твердостью напыленного покрытия в пределах 300 ÷ 350 НВ;
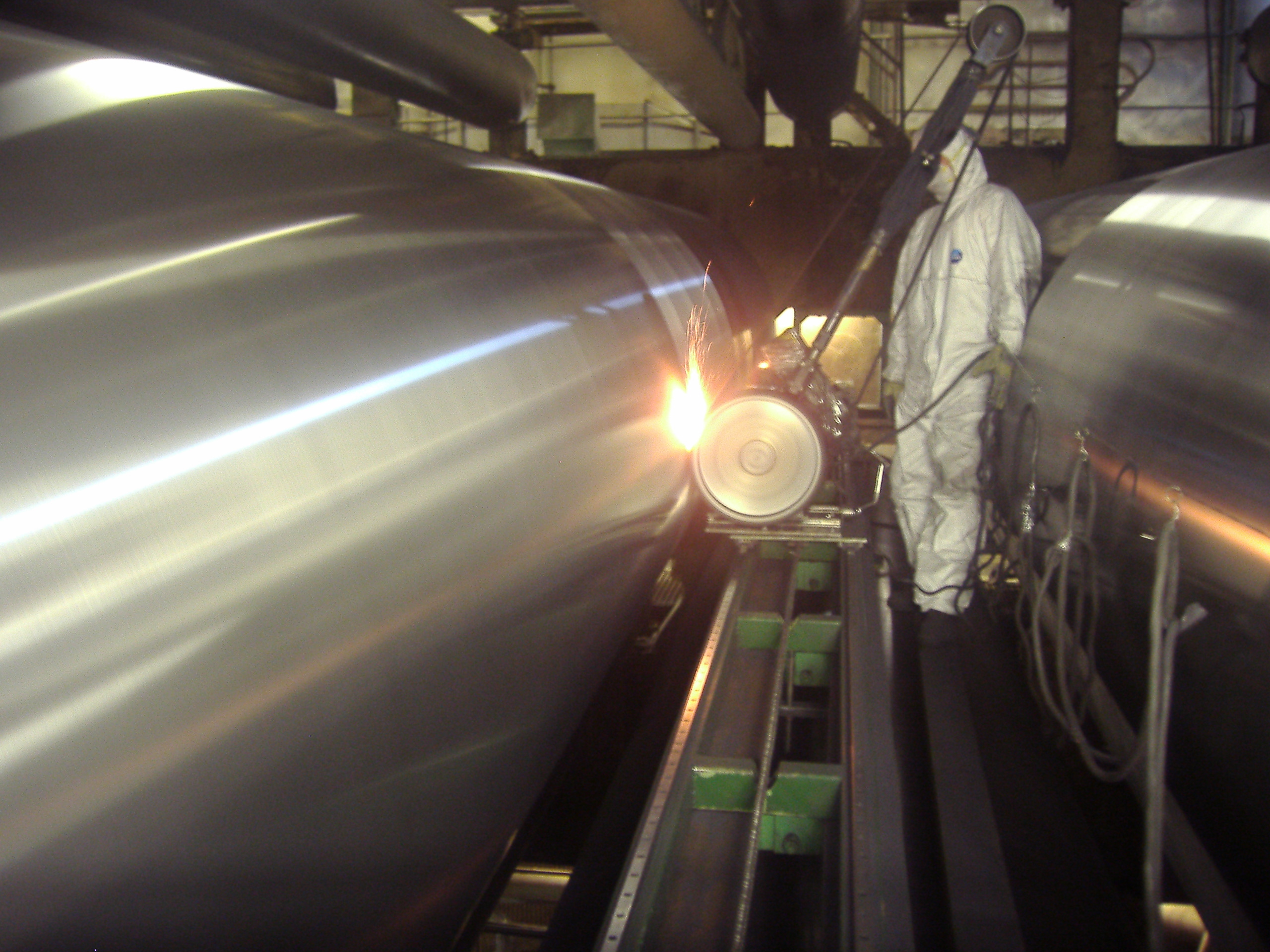
- шлифовку поверхности янки-цилиндра с шероховатостью 0,5-0,6 Ra;
- диагностику янки-цилиндра после выполнения работ;
- пропитку нанесенного слоя янки-цилиндра составом «Silium»;
- Работы по диагностике сушильных цилиндров и напылению проводились на следующих предприятия.