Методы организации системы технического обслуживания и ремонта оборудования с целью обеспечения его безотказной работы
Методы организации системы технического обслуживания и ремонта оборудования с целью обеспечения его безотказной работы.
Methods of eguipment maintenance and repair organization to ensure its failure-free operation.
Гончаров А.Б. д.т.н., Тулинов А.Б. д.т.н., проф., Перепечай Б.А.,Гончаров А.А. (ЗАО ММК «Мосинтраст»).
Goncharov Alexander B., Tulinov Andrey B., Perepechai Bohdan A.,Goncharov Andrey A.
Адрес: 143405, Московская область, г. Красногорск, Ильинское шоссе, 2-ой км, территория завода «Бецема»
e-mail: info@mosintrast.ru
Аннотация
В статье рассматриваются вопросы комплексного обслуживания оборудования промышленных предприятий с целью обеспечения их безаварийной эксплуатации. Предложены требования к надежности горного оборудования при обеспечении максимально возможного уровня эффективности за счет формирования программы технического обслуживания и ремонта. Рассмотрены основные показатели надежности и методика определения функциональных отказов и причин их возникновения. Это позволит своевременно принимать решения о возможных воздействиях на используемое оборудование. Для этих целей предложено использовать «Диаграмму принятия решений, что обеспечивает существенное продление жизненного цикла работы оборудования»..
The article includes the questions of complex service of the equipment of the industrial enterprises for ensuring their accident-free operation. Offering requirements to reliability of the mountain equipment when ensuring the greatest possible level of efficiency due to formation of the program of maintenance and repair. Considered the main indicators of reliability and technique of definition of functional refusals and their causes. It will allow to make in due time decisions on potential impacts on the used equipment. For these purposes it is offered to use "The chart of decision-making that provides essential extension of life cycle of work of the equipment".
Ключевые слова: Диагностика, техническое обслуживание, надежность, показатели, эффективность, воздействие, критический отказ, оборудование.
Keywords: Diagnostics, maintenance, reliability, indicators, efficiency, influence, critical refusal, equipment.
За последние 25 лет, подходы к техническому обслуживанию и ремонту (ТОиР) оборудования изменилось, больше чем любая другая управленческая дисциплина. Изменения обусловлены огромным ростом числа и разнообразия оборудования, имеющем гораздо более сложные конструкции. Появились новые методы обслуживания и изменились взгляды на сервисные организации и их обязанности. Это вынудило крупные компании пересмотреть подходы к решениям в области ТОиР. С целью исключения внеплановых простоев оборудования, сопровождающихся производственными потерями, за рубежом были разработаны системы технического обслуживания, направленные на повышение надежности работы оборудования [3]. Одной из таких систем является RCM (Reliability-Centered Maintenance – техническое обслуживание, ориентированное на надежность) методология, позволяющая определить необходимые меры для того, чтобы каждая производственная система и ее элементы исполняли возложенную на них функцию в рамках производственного процесса.
Подобные задачи стоят и перед нашей промышленностью, о чем свидетельствуют публикации последнего времени. Так в работе [1] для предприятий горной промышленности предлагается создать интеллектуальную систему мониторинга состояния горного оборудования с целью обеспечения надежности его работы. Однако для этого необходимо создание структурированной статистической информации. В работе [4] ставится задача создания для отечественных предприятий системы обеспечения безаварийной работы оборудования при оптимальных затратах. В монографии [7] представленна информационно-поисковая система анализа дефектов изделий в сфере промышленного производства и ЖКХ. Эта система может быть использована и для анализа дефектов производственного оборудования.
На сегодняшний день задача обеспечения надежности производственного оборудования при оптимальных затратах является актуальной как для зарубежных, так и отечественных предприятий.
Исторически, начиная с 20-х годов прошлого века, ТОиР характеризует 3 основных этапа [6]. Первый этап охватывает период до второй мировой войны. В те дни промышленность не была высокомеханизированной и предотвращение выхода из строя оборудования не было приоритетной задачей. Техническое обслуживание ограничивалось простым регулированием, смазкой и т.п. Восстанавливалось только вышедшее из строя оборудование.
На следующем этапе вырос спрос на товары всех видов, в то время как спрос на рабочую силу резко упал, это привело к росту механизации. В 1950-х годах машины и механизмы становятся более сложными, крупная промышленность начинает зависеть от них. С ростом этой зависимости пришло понимание, что отказы оборудования могут и должны быть предотвращены. В 1960-х годах техническое обслуживание и ремонт состоял преимущественно из капитальных ремонтов оборудования в фиксированном промежутке времени. Стоимость обслуживания также начала резко расти по отношению к другим эксплуатационным расходам. Наконец, увеличение объема капиталовложений в основные средства вместе с резким увеличением стоимости капитала, заставило компании начать поиск путей, в которых они могли бы максимально продлить срок службы производственных активов.
В середине 1970-х годов программы технического обслуживания и ремонта основывались на предположении, что жизненный цикл любого актива зависит только от времени его эксплуатации. Следовательно, для обеспечения производительности и надежности необходимо проводить периодические капремонты. Однако установленная периодичность капитальных ремонтов не способствовала повышению производительности. В дальнейшем с целью повышения производительности оборудования периодичность капитальных ремонтов в промышленности США сокращалась [8], но, как было отмечено, сокращение интервалов между капремонтами увеличивало расходы на ремонт, а слишком ранняя замена деталей приводила к недоиспользованию ресурса. Также увеличилось количество ранних отказов сразу после проведения капремонтов.
Подобное положение явилось для многих компаний США толчком для создания новой идеологии ТОиР. Наиболее широкое распространение получила, упомянутая ранее, методология RCM, ориентированная на обеспечение надежной работы оборудования. Сегодня методология RCM применяется в авиации (MSG3), атомных станциях, NASA, крупных производственных компаниях [9].
Целью RCM является соблюдение требований надежности и безопасности оборудования при обеспечении максимально возможного уровня эффективности за счет формирования оптимальной программы технического обслуживания и ремонтов оборудования. Задача RCM анализа – создание программы технического обслуживания и ремонта оборудования, которая гарантирует, что любой производственный объект продолжает выполнять функции, необходимые владельцу в текущих условиях эксплуатации.
По результатам RCM анализа проводится расчет показателей надежности, характеризующих работу оборудования, в том числе: коэффициент технической готовности, время наработки на отказ, время восстановления, время между отказами и др.
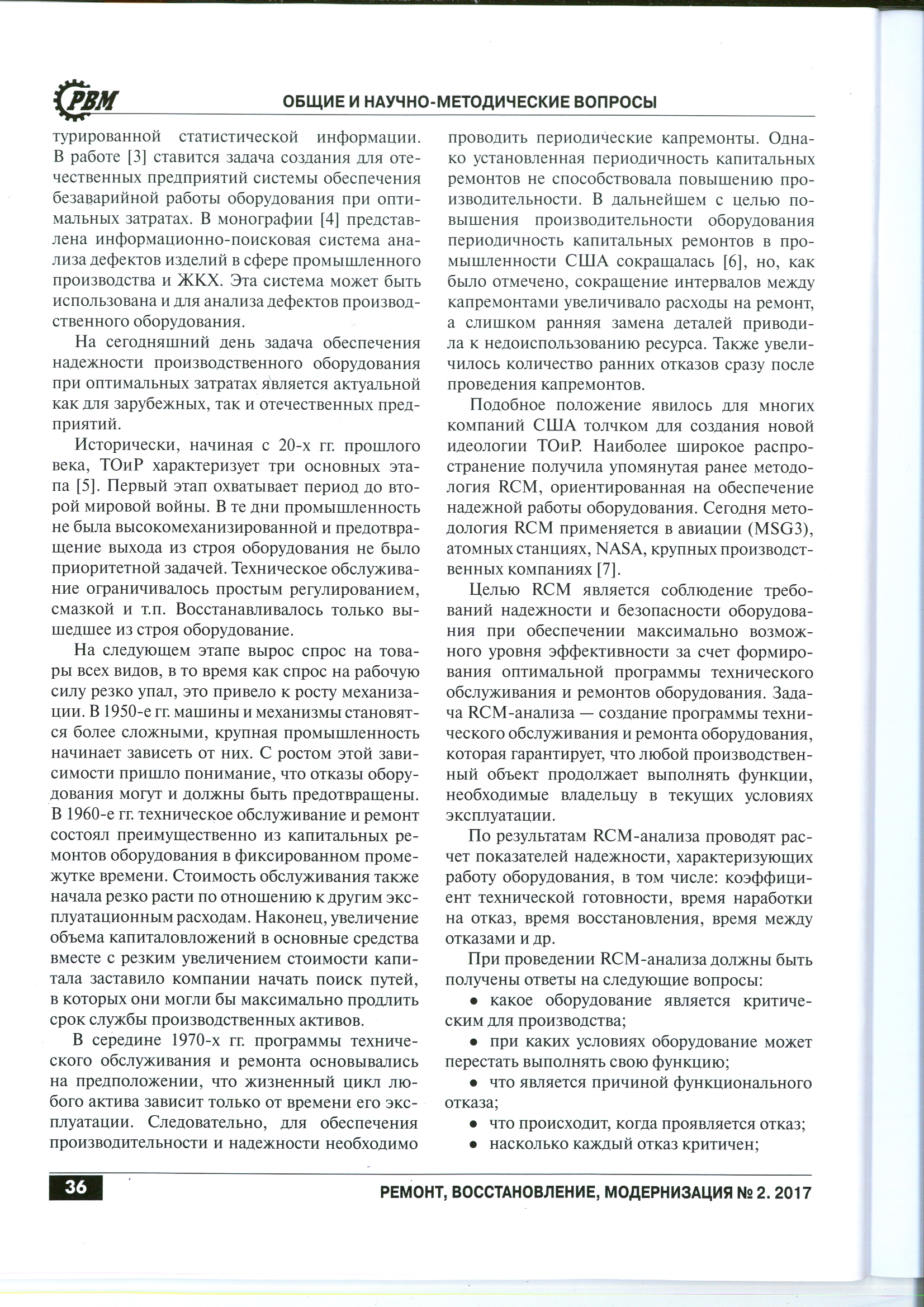
При проведении RCM анализа должны быть получены ответы на следующие вопросы:
- какое оборудование является критическим для производства;
- при каких условиях оборудование может перестать выполнять свою функцию;
- что является причиной функционального отказа;
- что происходит, когда проявляется отказ;
- насколько каждый отказ критичен;
- что можно сделать для предотвращения отказа;
- что делать, если отказ не удается предотвратить;
При определении условий функционирования оборудования осуществляется составление перечня оборудования с детальным описанием его характеристик и условий эксплуатации. Необходимость описания условий функционирования связана с тем, что при различных условиях функционирования даже для объектов, идентичных с технической точки зрения, могут существенно различаться:
- функции и требования к производительности;
- виды отказов и результаты их последствий;
- оперативные мероприятия, проводимые в случае отказа.
При определении функций оборудования осуществляется составление полного перечня функций с указанием требований к производительности, и определение основных и вторичных функций. Для каждой функции определяются требования к производительности. Исходная производительность оборудования, установленная заводом изготовителем, всегда должна быть больше уровня, установленного требованиями к производительности. Требования к производительности не всегда являются абсолютными значениями, а могут иметь верхний и нижний пределы. Границы в таком случае задаются в соответствии с действующей нормой, а также документацией завода-изготовителя оборудования. В некоторых случаях требования к производительности являются переменными, например, в случаях, когда производительность зависит от нагрузки или внешних факторов.
Следует также описать функции защитных устройств, хотя они и не выполняют никаких функций в обычных условиях производственного процесса, однако служат для предотвращения отказов, смягчения или устранения последствий отказа.
Определение критического оборудования. Критическим считается то оборудование, простои которого несут наибольшие производственные потери и затраты на восстановительные ремонты [12]. При определении критического состояния оборудования учитывается целый ряд факторов, в том числе:
- стоимость ремонта оборудования;
- потери продукции из-за снижения качества;
- время между отказами;
- влияние на безопасность и экологию.
При определении функциональных отказов и причин их возникновения выявляются все возможные отказы, причины отказов, тип распределения вероятности отказа. Описывать следует лишь те отказы, которые могут произойти при данных эксплуатационных условиях с достаточной высокой вероятностью. В описание включаются следующие отказы, которые:
- случались ранее с данным оборудованием. Такие отказы определяются из анализа журнала дефектов оборудования, статистики технологических нарушений и т.д.;
- в настоящий момент предотвращаются с помощью действующих программ технического обслуживания и ремонтов;
- не проявлялись, но считаются возможными (анализ статистики по другим станциям, статистики из открытых источников, данных завода изготовителя и т.д.)
Причины возникновения каждого отказа должны фиксироваться и пополнять информационные массивы для возможного использования в случае повторяющихся отказов.
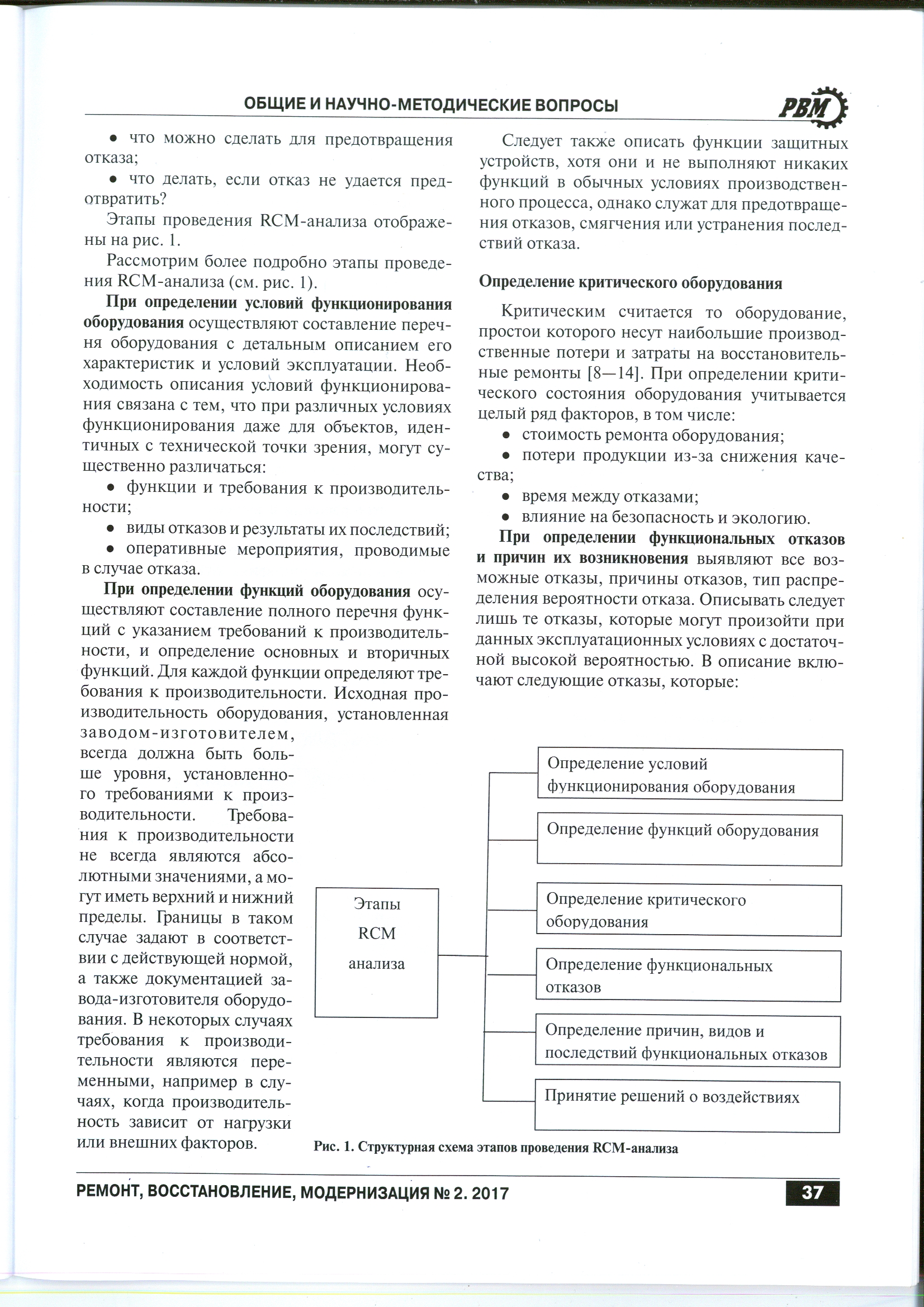
Вероятность отказов может иметь несколько типов распределения от случайного отказа до высокой степени возникновения и определяется на базе анализа информации по статистике дефектов, показателей надежности, мнения экспертов.
При определении возможных последствий отказов выявляются и описываются последствия отказов и их виды. Результат каждого отказа должен быть описан исходя из предположения, что никакие меры не предпринимались для его предотвращения. При описании последствий отказа должны быть определены:
- признаки, указывающие на факт возникновения отказа;
- условия, при которых происходит отказ;
- влияние отказа на безопасность людей или окружающей среды;
- влияние отказа на производство (объемы производства, качество продукции, обслуживание клиентов и производственные расходы);
- оценка ущербов вследствие возникновения отказа;
- действия необходимые для приведения системы в рабочее состояние и время необходимое для их реализации.
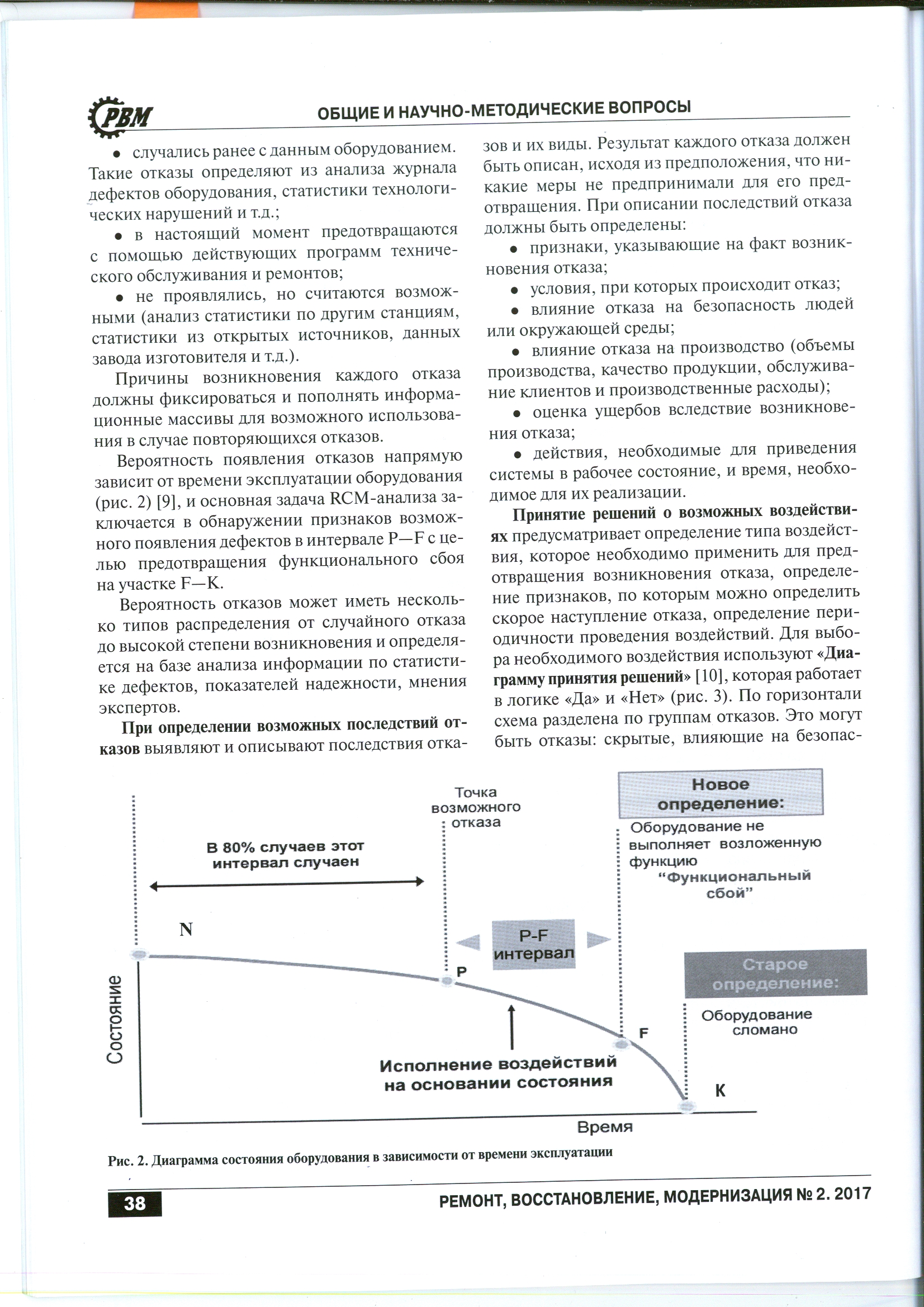
Принятие решений о возможных воздействиях предусматривает определение типа воздействия, которое необходимо применить для предотвращения возникновения отказа, определение признаков, по которым можно определить скорое наступление отказа, определение периодичности проведения воздействий. Для выбора необходимого воздействия используют «Диаграмму принятия решений» [11], которая работает в логике «Да» и «Нет». По горизонтали схема разделена по группам отказов. Это могут быть отказы: скрытые, влияющие на безопасность людей и окружающую среду, влияющие на производственный процесс.
Группы отказов в «Диаграмме принятия решений» расположены по степени важности, слева направо. В RCM самыми важными считаются скрытые отказы, поэтому работу по схеме необходимо начинать с них. Сначала, исходя из результатов описания возможных последствий отказов и из указанных в схеме критериев, определяется тип отказа. После определения типа отказа, рассматриваются воздействия, которые возможно применить для снижения вероятности отказа до допустимого уровня. Рассмотрение воздействий проводится в строго определенном порядке. Для принятия решения о применении воздействия оно должно быть выполнимым, либо целесообразным.
Выполнимость обслуживания оборудования по техническому состоянию определяется исходя из существования признаков, по которым можно определить скорое наступление отказа, а также с учетом «Диаграммы состояния оборудования».
Целесообразность применения воздействия должно обеспечивать снижение вероятности отказа до допустимого уровня, чтобы были оправданы издержки выполнения этого воздействия.
При формировании графиков ТОиР должно учитываться, что периодичность воздействия не должна противоречить существующей нормативно-технической документации (НТД). Если временные промежутки между воздействиями больше, чем указанные в НТД, то за основу должны быть приняты последние.
На основе изучения RCM анализа и опыта работы по ее использованию Московская Международная Корпорация (ММК) «Мосинтраст» осуществляет на промышленных предприятиях , в том числе целлюлозно-бумажной [5] и горной отраслях, внедрение таких систем, способствующих безаварийной работе производственного оборудования и повышению его производительности. При этом ММК «Мосинтраст» не только производит оценку технического состояния оборудования, но и оперативно производит все виды ремонтно-восстановительных работ с дальнейшим обеспечением контроля технического состояния оборудования. Для промышленных предприятий предлагается реализация указанного проекта. Срок реализации составляет 12 месяцев. При этом осуществляется:
- сбор основных данных, аудит и оценка технического состояния оборудования (3 месяца);
- проведение ремонтно-восстановительных работ оборудования (в согласованные сроки);
- организация программы технического обслуживания и ремонта оборудования, основанной на принципах надежности;
В процессе проведения работы и по ее завершению проводится внедрение технических средств контроля за состоянием оборудования и его узлов, а также ведется ежесуточный мониторинг и контроль параметров оборудования.
В результате данных работ рассчитываются основные показатели оценки надежности оборудования, формируется оптимальная программа технического обслуживания и ремонта, создается эффективная система контроля за состоянием оборудования. Это позволяет сократить производственные потери, повысить техническую готовность оборудования, сократить время ремонта и затраты на техническое обслуживание.
Список литературы.
- Островский М.С., Вержанский А.П., Талтыкин В.С. Интеллектуальная система мониторинга состояния горного оборудования. Научно-технический журнал «Горный инженер», № 1, 2013, с. 126-137.
- Биргер И.А. Техническая диагностика. М., Машиностроение, 1978, с. 340.
- Попов Г.В., Игнатьев Е.Б., Виноградова Л.В., Рогожников Ю.Ю. Экспертная система оценки состояния электрооборудования «Диагностика». Электрические станции, № 5, 2011. – с. 36-45.
- Сулин А. Быстрые победы реформирования функции ТОиР. «Простоев НЕТ», № 3, 2015, С. 2-8.
- Акцент на ТОиР «Целлюлоза. Бумага. Картон», № 10, 2015, с. 47-49.
- Скворцов Д. Организация техобслуживания в XXI веке. «Простоев НЕТ», № 3, 2015, с. 25-31.
- Тулинов А.Б. Система анализа дефектов производственных изделий и сферы ЖКХ: Монография, ФГУВПО «РГУТиС».- М., 2008, с. 112.
- Sutyagin A. technological providing of surface layer wear resistance of machine components. «Tribology» Romania, 2011 – p.15-18
- SAE LA1012, A Guide to the Reliability – Centered Maintenance Standard Up to date of August 19, 2010
- Nowlan F.S. and Heap, H.F., «Reliability-Centered Maintenance», DoD report AD – A066579, December 1978
- NAVAIR Manual 00-25-403,Guidelines for the Naval Aviation Reliability-Centered Maintenance Process. March 2003
- Echeverry, J.A. and Leverette J.C., «NAVAIR Reliability-Centered Maintenance Compliance with SAE JA1011», July 2004